



- 行业动态
- 标识材料
- 标识设计
- 成品工艺
智能标识牌在智慧园区中的运用
2023.03-30 浏览次数: 1583办公室装修的玻璃贴膜如何选择?
2023.02-28 浏览次数: 1767智慧展厅方案
2023.02-27 浏览次数: 1551智能海报屏如何发挥最优广告功效?
2023.02-27 浏览次数: 615电子桌牌的智能应用
2023.02-27 浏览次数: 437智慧路牌的介绍分享
2023.01-31 浏览次数: 10893D导航地图与智慧标识的相结合
2023.01-30 浏览次数: 536吸人眼球的动感灯箱来袭!
2023.01-09 浏览次数: 1110新零售门店可以使用哪些智能化终端?
2022.12-31 浏览次数: 1135常规户外使用的导视屏有哪些?
2022.12-31 浏览次数: 729新品推荐---地下停车场带显示屏吊牌
2022.12-31 浏览次数: 524智能垃圾桶有哪些功能?
2022.12-21 浏览次数: 3582卧式触摸查询一体机能搭配哪些功能?
2022.11-30 浏览次数: 641科技赋能公共交通,盘点地铁出行中的黑科技
2022.11-24 浏览次数: 1436物联网和智慧商场场景的结合运用
2022.11-15 浏览次数: 1075聚焦乌镇峰会,探讨数字未来!
2022.11-11 浏览次数: 828拒绝臃肿,那些超薄的、纤细的、通透的导视牌!
2022.10-31 浏览次数: 879智能海报屏搭载信发系统,让广告运营起来!
2022.10-31 浏览次数: 814地铁导视牌的智能化转变!
2022.10-25 浏览次数: 826产品推荐:星跃系列43寸扶梯口立式导购
2022.10-14 浏览次数: 1186
26
2020.03
专业级!五十年标识焊接老师傅才知道的焊接诀窍~
发布者:
标识圈浏览次数:1592
标识专业学习,天天不缺席!
标识圈近期盘点了标识标牌制作中常见的十种工艺,并针对一些行业“门道”,大家容易不注意的细节做了详细的说明,其中,我们提到了焊接缺陷这个问题,在我们日常的标识标牌制作和安装的时候很多都需要焊接工艺,小到发光字,大到精神堡垒,焊接质量的好坏是产品质量和美观是否出彩的关键。
而焊接工艺过程中最为棘手的就是各种不可避免的焊接缺陷了
焊接缺陷是指焊接接头部位在焊接过程中形成的缺陷。主要包括气孔、夹渣、未焊透、未熔合、裂纹、咬边等。这不仅会严重影响产品质量,也会对焊工的人身安全的形成潜在威胁。
焊接缺陷如此难缠
在问题发生时却又毫无准备
甚至无从下手
这该如何是好呢?
不必担心!
针对您的种种困惑
小圈特地为您奉上一则锦囊妙计
那就是堪称有史以来最全面的焊接缺陷图解与对策分析大全
在焊接缺陷出现时
只需随手一翻,快速查阅
便可抽薪止沸
把焊接缺陷安排得明明白白
飞溅
在焊接过程中经常会火花飞溅,简直像爆竹开花一样。
这种现象就是飞溅。
具体是指焊接时焊条或焊丝与被焊工件熔合在一起的过程中,由于电弧力的作用将部分液化了的金属向熔池四周喷溅的现象。
1产生原因
• 焊接电流过大
• 电弧过长
• 极性错误——电弧偏吹
• 气体保护不足
2补救措施
• 减小焊接电流
• 减小电弧长度
• 检查当前焊材的极性使用是否正确
• 检查保护气体类型和流量。清理喷嘴。增大焊枪与板材的角度。
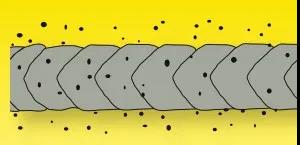
气孔
在使用各类金属板制作发光字字体等标识产品时,尤其是铝合金进行焊接的时候,非常容易出现气孔,这要怎么搞???
其原理是在焊接时,熔池中吸入了过多的气体,冷却时又未能逸出熔池,便在焊缝金属内形成气孔。外观丑,质感差,也会降低焊接的硬度。
1产生原因
• 如因焊条或焊剂保存不当、潮湿保护气体或水冷式焊枪渗漏所造成的水气
• 坡口边缘出现潮湿、锈蚀、油脂 或油漆
• 气体保护不足
• 在充满空气的小缝隙上焊接
2补救措施
• 复烘或使用全新焊材,连接新气瓶,检查焊枪有否泄漏
• 干燥、清洁坡口
• 检查保护气体类型和流量。清洁喷嘴。焊枪与板材的夹角不得过小
• 增大焊接间隙。在允许的情况下,使用对焊接头代替角焊和搭焊。
夹渣
在焊接过程中温度控制也非常重要,温度控制不好容易出现夹渣,这又要怎么解决呢?
夹渣,也是一个专业术语,是指焊后残留在焊缝中的熔渣。
1产生原因
• 结渣先于焊缝金属凝固
• 道间清渣不充分
• 生成夹渣间隙的凸形焊道
• 焊道顺序不佳
2补救措施
• 增加焊接速度或扩大焊条角度
• 仔细清渣、打磨
• 避免道间和层间出现尖角或凹槽,提高电弧电压
• 规划焊道顺序以避免尖角,使用直进焊工艺
变形
这个问题很多专业的标识人都有些云里雾里。
举一个实际例子,一次一位也是做了好多年标识的人说他的工厂用10mm厚钢板长度1750mm宽60mm5件焊接成S型做纵向焊接,因为必须留下很大的焊后加工余量,所以焊接变形很难控制,有时变形严重的甚至只能算做废品。该如何减少这种现象呢?
其实焊接变形是指在焊接过程中被焊工件受到不均匀温度场的作用而产生的形状、尺寸变化。
1产生原因
• 焊接顺序不当
• 因焊条过小所致的焊道过多且过薄
• 焊接前板材装配不良
• 板材未充分固定
2补救措施
• 双面焊。从中间向两侧焊接
• 换用较大焊条。如条件允许,可使用具备高熔敷率的焊条
• 反变形,用以补偿收缩量
• 夹具固定
弧坑裂纹
有标识工人向小圈反映,其在使用焊丝焊接材料的时候,收弧处不管如何处理,想尽一切办法,在不打磨的情况下收弧裂纹都无法消除。只能靠后期打磨才可以,这该怎么做?
又一个专业术语,弧坑裂纹,这个是结晶裂纹的一种,多呈星形且向弧坑边缘延伸;易发生在热膨胀性高的金属,如不锈钢。

1产生原因
•焊接收弧过快。裂缝从焊口中的空隙开始,此空隙因凝固收缩造成
2补救措施
•焊接快结束时,回填弧坑
•打底时,快速将电弧从焊池移动到板边
•增加电源的弧坑填充时间
•使用收弧板
凝固裂纹
跟上面提到的弧坑裂纹一样,还有一种是凝固裂纹,他们同属于结晶裂纹,其产生在焊缝金属凝固过程后期的脆性温度区间。和弧坑的表现出来的痕迹有所区别。
1产生原因
• 因含有磷、硫、铜(大都来自基体金属),焊接点中形成了低熔点相
• 接头几何形状不佳——宽/深比<1
• 焊池过大
• 焊接速度过大(焊缝凝固为箭头形状)
• 在拘束接头条件下,定位焊点或打底焊道对收缩应力的抗性不足
2补救措施
• 选译较清洁的母材或边缘较洁净的板材
• 增大坡口角度,使用较低的焊接电流
• 使用较小焊条,使用较低的焊接电流。使用直进焊工艺
• 降低焊接速度,直到熔池凝固为椭圆形状
• 采用更牢固的定位焊缝和底层焊道

最全面、最详细、最专业的
焊接缺陷图解对策分析大全
你Get到了吗?
让所有标识焊接问题迎刃而解!
以上主要是在制作标识标牌的实际操作过程中的一些术语和解决办法,对于标识销售类或者其他原材料厂家类等并没有实际操作机会的标识人来说可能距离还是有一些遥远,但是知道这些,你的专业度却不可同日而语了!知其然知其所以然,你的标识标牌这里怎么焊接时这个样子呢?
客户提出这个问题的时候,就可以妥妥的拿专业知识展示你资深标识人的身份了!
标识圈近期盘点了标识标牌制作中常见的十种工艺,并针对一些行业“门道”,大家容易不注意的细节做了详细的说明,其中,我们提到了焊接缺陷这个问题,在我们日常的标识标牌制作和安装的时候很多都需要焊接工艺,小到发光字,大到精神堡垒,焊接质量的好坏是产品质量和美观是否出彩的关键。
而焊接工艺过程中最为棘手的就是各种不可避免的焊接缺陷了
焊接缺陷是指焊接接头部位在焊接过程中形成的缺陷。主要包括气孔、夹渣、未焊透、未熔合、裂纹、咬边等。这不仅会严重影响产品质量,也会对焊工的人身安全的形成潜在威胁。
焊接缺陷如此难缠
在问题发生时却又毫无准备
甚至无从下手
这该如何是好呢?
不必担心!
针对您的种种困惑
小圈特地为您奉上一则锦囊妙计
那就是堪称有史以来最全面的焊接缺陷图解与对策分析大全
在焊接缺陷出现时
只需随手一翻,快速查阅
便可抽薪止沸
把焊接缺陷安排得明明白白
飞溅
在焊接过程中经常会火花飞溅,简直像爆竹开花一样。
这种现象就是飞溅。
具体是指焊接时焊条或焊丝与被焊工件熔合在一起的过程中,由于电弧力的作用将部分液化了的金属向熔池四周喷溅的现象。
正常范围内的飞溅是很常见的,但是过度飞溅则会引起安全隐患,焊接效果也会受到影响。
1产生原因
• 焊接电流过大
• 电弧过长
• 极性错误——电弧偏吹
• 气体保护不足
2补救措施
• 减小焊接电流
• 减小电弧长度
• 检查当前焊材的极性使用是否正确
• 检查保护气体类型和流量。清理喷嘴。增大焊枪与板材的角度。
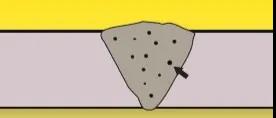
气孔
在使用各类金属板制作发光字字体等标识产品时,尤其是铝合金进行焊接的时候,非常容易出现气孔,这要怎么搞???
其原理是在焊接时,熔池中吸入了过多的气体,冷却时又未能逸出熔池,便在焊缝金属内形成气孔。外观丑,质感差,也会降低焊接的硬度。
1产生原因
• 如因焊条或焊剂保存不当、潮湿保护气体或水冷式焊枪渗漏所造成的水气
• 坡口边缘出现潮湿、锈蚀、油脂 或油漆
• 气体保护不足
• 在充满空气的小缝隙上焊接
2补救措施
• 复烘或使用全新焊材,连接新气瓶,检查焊枪有否泄漏
• 干燥、清洁坡口
• 检查保护气体类型和流量。清洁喷嘴。焊枪与板材的夹角不得过小
• 增大焊接间隙。在允许的情况下,使用对焊接头代替角焊和搭焊。
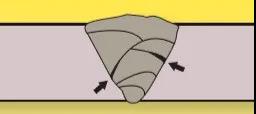
夹渣
在焊接过程中温度控制也非常重要,温度控制不好容易出现夹渣,这又要怎么解决呢?
夹渣,也是一个专业术语,是指焊后残留在焊缝中的熔渣。
1产生原因
• 结渣先于焊缝金属凝固
• 道间清渣不充分
• 生成夹渣间隙的凸形焊道
• 焊道顺序不佳
2补救措施
• 增加焊接速度或扩大焊条角度
• 仔细清渣、打磨
• 避免道间和层间出现尖角或凹槽,提高电弧电压
• 规划焊道顺序以避免尖角,使用直进焊工艺
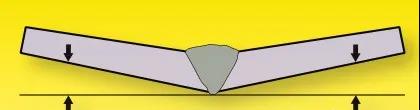
变形
这个问题很多专业的标识人都有些云里雾里。
举一个实际例子,一次一位也是做了好多年标识的人说他的工厂用10mm厚钢板长度1750mm宽60mm5件焊接成S型做纵向焊接,因为必须留下很大的焊后加工余量,所以焊接变形很难控制,有时变形严重的甚至只能算做废品。该如何减少这种现象呢?
其实焊接变形是指在焊接过程中被焊工件受到不均匀温度场的作用而产生的形状、尺寸变化。
1产生原因
• 焊接顺序不当
• 因焊条过小所致的焊道过多且过薄
• 焊接前板材装配不良
• 板材未充分固定
2补救措施
• 双面焊。从中间向两侧焊接
• 换用较大焊条。如条件允许,可使用具备高熔敷率的焊条
• 反变形,用以补偿收缩量
• 夹具固定
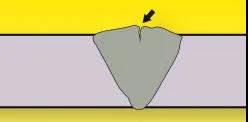
弧坑裂纹
有标识工人向小圈反映,其在使用焊丝焊接材料的时候,收弧处不管如何处理,想尽一切办法,在不打磨的情况下收弧裂纹都无法消除。只能靠后期打磨才可以,这该怎么做?
又一个专业术语,弧坑裂纹,这个是结晶裂纹的一种,多呈星形且向弧坑边缘延伸;易发生在热膨胀性高的金属,如不锈钢。
1产生原因
•焊接收弧过快。裂缝从焊口中的空隙开始,此空隙因凝固收缩造成
2补救措施
•焊接快结束时,回填弧坑
•打底时,快速将电弧从焊池移动到板边
•增加电源的弧坑填充时间
•使用收弧板
凝固裂纹
跟上面提到的弧坑裂纹一样,还有一种是凝固裂纹,他们同属于结晶裂纹,其产生在焊缝金属凝固过程后期的脆性温度区间。和弧坑的表现出来的痕迹有所区别。
1产生原因
• 因含有磷、硫、铜(大都来自基体金属),焊接点中形成了低熔点相
• 接头几何形状不佳——宽/深比<1
• 焊池过大
• 焊接速度过大(焊缝凝固为箭头形状)
• 在拘束接头条件下,定位焊点或打底焊道对收缩应力的抗性不足
2补救措施
• 选译较清洁的母材或边缘较洁净的板材
• 增大坡口角度,使用较低的焊接电流
• 使用较小焊条,使用较低的焊接电流。使用直进焊工艺
• 降低焊接速度,直到熔池凝固为椭圆形状
• 采用更牢固的定位焊缝和底层焊道
最全面、最详细、最专业的
焊接缺陷图解对策分析大全
你Get到了吗?
让所有标识焊接问题迎刃而解!
以上主要是在制作标识标牌的实际操作过程中的一些术语和解决办法,对于标识销售类或者其他原材料厂家类等并没有实际操作机会的标识人来说可能距离还是有一些遥远,但是知道这些,你的专业度却不可同日而语了!知其然知其所以然,你的标识标牌这里怎么焊接时这个样子呢?
客户提出这个问题的时候,就可以妥妥的拿专业知识展示你资深标识人的身份了!





